

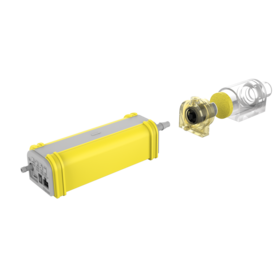
GOBI II
3004145Condensate pump for direct mounting under the air conditioner, designed for systems from 6,000 BTU/h (1.75kW) up to 120,000 BTU/h (35kW).
Powerful: up to 11 gallon per hour, 10 ft suction and 65 ft delivery head.

Three elements form the core of this approach:
Involve all employees, change in small steps and never stop improving.
The term was first popularised by Toyota in Japan in the 1950s and became known in the West in the mid-1980s.
Today, the Kaizen method is recognised worldwide as one of the most important pillars for the long-term practical success of an organisation.
Work smarter not harder. This is the motto of Kaizen.
The Kaizen approach utilises various methods:
PDCA cycle
The PDCA cycle is one of the best-known methods of continuous improvement. The four letters stand for the steps: Plan, Do, Check, Act.
Plan: Stands for the initialisation of the change. Recording the current situation and identifying the reasons for the current situation. Subsequently, improvement options are developed and their impact assessed.
Do: As part of the "Do", the planned improvement is analysed for practical suitability in the form of a test or a pilot.
Check: In this phase, the "do phase" is evaluated, measured and quantified.
Act: Based on the results of the evaluation, the measure is now either institutionalised, adapted or discarded.
Implementing a PDCA is not a one-off endeavour. In the spirit of Kaizen, each PDCA cycle is automatically followed by another.
5S
The 5S method means: sorting, systematising, keeping clean, standardising and practising self-discipline. The 5S method helps to organise the workplace so that you can concentrate on the important activities.
3 Mu
3Mu serves to avoid waste (Muda), overload (Muri) and deviation (Mura).
TQM
There is also TQM: (Total Quality Management). It is used to review and document all processes with regard to quality planning.
As already mentioned, Kaizen improvement projects are designed for the long term and are therefore not one-off projects. Optimisation progresses in small steps and strongly involves employees in the improvement process. They should go through their day-to-day work with open eyes, identify waste and suggest solutions. These improvements are often small in nature. Over time, the many small improvements add up to significant increases in efficiency and quality.
Since the introduction of this term as a systematic approach to an improvement process, companies using the Kaizen method have consistently achieved better results:
Better working atmosphere:
All employees are part of the process, contribute to the development and improve themselves.
Better collaboration:
Thanks to cross-disciplinary and cross-location collaboration, joint meetings and workshops, everyone is automatically on the same level of knowledge.
Higher employee motivation:
Employees can work independently and realise that even their small ideas and improvement steps are important. They are much more willing to get involved.
Cost savings:
Avoidance of waste through constant, step-by-step optimisation.
For many years now, we have been encouraging our employees to make their own suggestions for improvement as part of the CIP. Whether about their own area of responsibility, a specific process, technology or working conditions.
Every employee, regardless of their position, has the opportunity to contribute their ideas in a specially set up mailbox. These are collected and then analysed for their usability and feasibility. All ideas are presented at the twice-yearly internal company events (Christmas dinner, summer party) and the best are honoured.
As a result, we have already optimised numerous processes in various departments. This in turn motivates other employees to also think about possible improvement measures.
For example, one employee suggested introducing a trolley to transport and store large boxes. Her idea was implemented in November 2023.
With the help of this trolley, one person alone can now transport 25 boxes via the elevator to the first floor, unfold them and use them again.
Ten further ideas for improvement will soon be presented at an upcoming company event.
Over the next few months, we will be expanding our production area by around 40-% by extending building. In connection with the remodelling and the additional space made available as a result, we are aiming to align all work processes in all departments with the Japanese work philosophy:
The first thing we looked at was the condensate pump packaging line. We analysed the current situation and asked ourselves the following questions:
We also attached great importance to involving the employees working on the packaging line in the improvement process.
We asked them to share their experiences and come up with their own solutions. As a result the condensate pump packaging station has now been completely reorganised.
It took 5 months from the first workshop to the implementation of the measures.
One challenge here is the huge material battle. Seven pallets of material (1,600 per year) are moved every day.
We are now successively analysing all processes in all departments. Numerous improvement measures are already underway in logistics and will be finalised shortly.
A quote from an unknown source reads: "Kaizen is not a destination, but a journey; it is not a sprint, but a marathon; it is not a task, but an attitude; it is the easy thing that is hard to do."
We want to take this attitude to heart and live Kaizen day by day at all levels.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}